



Mikä on karjan teurastuslinja?
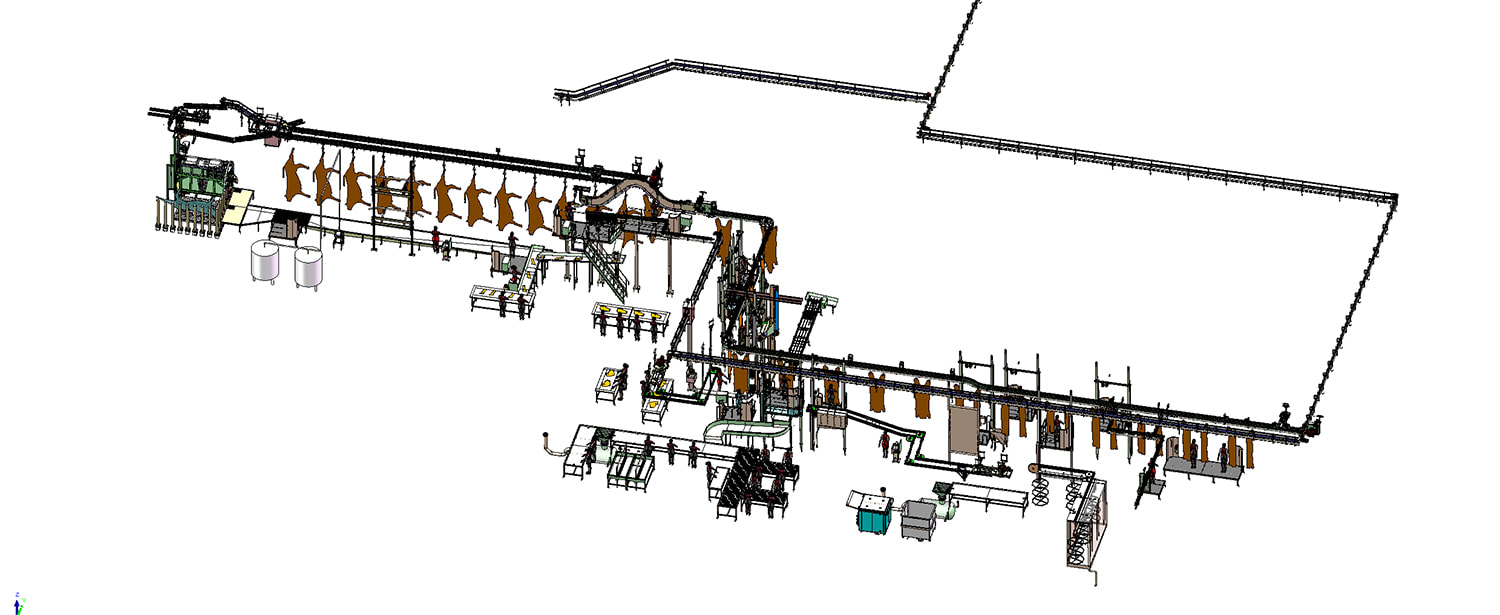
Nautakarjan teurastuslinja on järjestelmällisesti järjestetty sarja koneita, kuljettimia, työasemia ja työkaluja, jotka yhdessä suorittavat koko prosessin, jossa elävät nautakarja muunnetaan muokatuiksi ruhoiksi, jotka ovat valmiita jatkokäsittelyä, jäähdytystä tai vähittäismyyntiä varten. Sitä kutsutaan myös naudanlihan teurastuslinjaksi tai nautaeläinten käsittelylinjaksi, ja se on jokaisen nykyaikaisen teurastamon tai naudanlihan käsittelylaitoksen toiminnallinen selkäranka. Linja on suunniteltu käsittelemään jokainen peräkkäinen vaihe – elävien eläinten saapumisesta ja tainnutuksesta verenlaskuun, nylkemiseen, sisäelinten poistamiseen, halkaisuun ja lopputarkastukseen – jatkuvassa, kontrolloidussa ja hygieenisessä työnkulussa.
Nautateurastuslinjan ideana on tehokkuus peräkkäisen virtauksen kautta. Kiinteän käsittelyn sijaan, jossa työntekijät liikkuvat eläimen ympärillä, ruho liikkuu yläkiskojärjestelmää pitkin, kun taas erikoistuneet työntekijät tai automatisoidut laitteet suorittavat tiettyjä tehtäviä kiinteillä asemilla. Tämä lähestymistapa lisää dramaattisesti suorituskykyä, vähentää ristikontaminaation riskiä ja mahdollistaa tarkan laadun ja hygienian valvonnan jokaisessa vaiheessa. Hyvin suunniteltu teurastuslinja pystyy käsittelemään missä tahansa 20 - yli 400 nautaeläintä tunnissa riippuen mittakaavasta, automaatiotasosta ja toiminnan koosta.
Moderni karjan teurastuslinjat on suunniteltu täyttämään tiukat elintarviketurvallisuusmääräykset, eläinten hyvinvointistandardit ja ympäristövaatimukset. Olitpa rakentamassa pientä alueellista teurastamoa tai laajamittaista teollista naudanlihatehdasta, näiden linjojen rakenteen ymmärtäminen – ja se, mikä erottaa hyvin rakennetun linjan huonosti suunnitellusta – on välttämätöntä järkevien investointipäätösten tekemiseksi ja turvallisen, tehokkaan ja vaatimustenmukaisen toiminnan saavuttamiseksi.
Nautojen teurastuslinjan vaiheittainen prosessi
Jokainen karjankäsittelylinja noudattaa määriteltyä toimintosarjaa. Jokainen vaihe perustuu edelliseen, ja jokaisen vaiheen hygienia, nopeus ja tarkkuus vaikuttavat suoraan lopputuotteen laatuun ja turvallisuuteen. Tässä on yksityiskohtainen esittely koko prosessista:
Eläinten ja eläinten vastaanotto
Ennen käsittelyn aloittamista nautakarjaa pidetään karsinoissa – teurastamossa – pakollisen lepoajan, tyypillisesti 12–24 tunnin ajan. Tämä lepoaika on kriittinen sekä eläinten hyvinvoinnin että lihan laadun kannalta. Stressaantuneet eläimet vapauttavat kortisolia ja heikentävät lihasglykogeenia, mikä nostaa lihasten pH:ta ja johtaa tummaan, kiinteään, kuivaan (DFD) naudanlihaan – vakava laatuvirhe. Säilytyksen aikana eläimillä on mahdollisuus saada vettä, ja koulutettu ante mortem -eläinlääkärintarkastus suoritetaan sellaisten eläinten tunnistamiseksi ja erottamiseksi, joissa on merkkejä taudista, vammoista tai teurastettaviksi kelpaamattomista. Vain ante mortem -tarkastuksen läpäisseet eläimet siirtyvät teurastuslinjalle.
Upea
Nautakarja ajetaan karjan karsinan ja yhden viiran kautta upeaan laatikkoon – kapeaan, suljettuun karsinaan, joka estää eläimen tainnutusta varten. Tehokas tainnutus tekee eläimen heti ja peruuttamattomasti tajuttomaksi ennen verenlaskua, mikä on sekä eläinten hyvinvoinnin vaatimus että säädös useimmissa maissa. Yleisimmin käytetty menetelmä on tunkeutuva pulttitainnutus, jossa pneumaattinen tai jauhekäyttöinen laite ampuu teräspultin aivojen etulohkoon. Oikea sijoitus – joka on suunnattu kahden sarven tyvestä vastakkaiseen silmään vedetyn vinoviivan leikkauspisteeseen – on erittäin tärkeää puhtaan ja tehokkaan tainnutuksen kannalta. Joissakin laitoksissa, erityisesti halal- tai kosher-markkinoille jalostettavissa laitoksissa, käytetään tunkeutumattomia vangitsemispultteja tai kontrolloitua ilmakehää tainnutusmenetelmiä, jotka ovat uskonnollisten teurastusvaatimusten mukaisia.
Kahlitus ja nosto
Välittömästi tainnutuksen jälkeen eläin kahletaan toisella tai molemmilla takajaloilla käyttämällä ketjua tai kahletta, joka on kiinnitetty kattokiskojärjestelmään. Nostin – joko manuaalinen tai koneellinen – nostaa tainnuttuneen eläimen pois lattiasta verenvuotokiskolle. Tainnutuksen ja nostamisen välinen nopeus on kriittinen: tehokkaan tainnutuksen ja verenvuodon alkamisen välinen aika on minimoitava – mieluiten alle 60 sekuntia – sen varmistamiseksi, että eläin pysyy tajuttomana koko verenlaskuprosessin ajan ja maksimoi veren valumisen ruhosta.
Verenvuoto (tarttuminen)
Vuotokiskolla taitava käyttäjä suorittaa kiinnitysleikkauksen – katkaisee suuret verisuonet kaulan tyvestä (kaulavaltimot ja kaulalaskimot) pitkällä, terävällä kiinnitysveitsellä. Ruho suljetaan tyypillisesti verenvuotokaappiin tai sijoitetaan tyhjennyskaukalon päälle veren keräämiseksi, joka voidaan ottaa talteen renderointia, farmaseuttista käyttöä tai verijauhon tuotantoa varten. Nautojen verta lasketaan vähintään kolmesta viiteen minuuttia. Epätäydellinen verenvuoto on yksi yleisimmistä syistä huonoon ruhon ulkonäköön, mikä johtaa tummaan, veren tahriintuun lihaan. Halal-teurastuksessa tarttuvan leikkauksen on katkaistava kaikki määritellyt suonet yhdellä, nopealla liikkeellä, kun eläin on qiblaa vasten – ja toimenpiteen suorittaa koulutettu muslimiteurastaja, jolla on asianmukainen siunaus.
Pään poisto ja peiton poisto (nahka)
Verenvuodon jälkeen pää poistetaan atlasnivelestä ja siirretään tarkoitukseen varattuun pääntarkastustelineeseen, jossa sille tehdään post mortem -eläinlääkärintarkastus sairauden oireiden varalta, erityisesti tuberkuloosi-imusolmuketutkimuksesta. Pää tunnistetaan ruhon kanssa koko tarkastuksen ajan. Nalkiminen – vuodan poistaminen – seuraa, edeten määrätyssä järjestyksessä sääreistä vartaloon. Nykyaikaiset karjan teurastuslinjat käyttävät yhdistelmää manuaalista veitsityöskentelyä jaloissa, vatsassa ja selässä, mitä seuraa mekaaninen nahanvetäjä, joka irrottaa nahan ruhosta yhdellä alaspäin suuntautuvalla vedolla. Nahanvetimet vähentävät merkittävästi riskiä, että ruho saastua vuotabakteereilla ja vähentää työvoiman tarvetta verrattuna täysin manuaaliseen nylkemiseen.
Sisäelinten poistaminen
Sisäelinten poistaminen — removal of the internal organs — is one of the most hygiene-critical steps on the entire slaughter line. The abdominal and thoracic cavities are opened and the gastrointestinal tract, stomach, intestines, liver, lungs, heart, and other organs are removed. Strict protocols are followed to prevent gut contents from contaminating the carcass: the bung (rectum) is tied off before removal, and the esophagus is clamped or sealed before the stomach is cut free. Organs destined for human consumption (offal such as liver, heart, and tongue) are placed on a dedicated viscera inspection trolley that travels alongside the carcass, maintaining the identity link required for post-mortem inspection. Any contamination of the carcass with gut contents or fecal material at this stage requires immediate trimming and decontamination.
Halkaisu
Sisäelinten poistamisen jälkeen ruho halkaistaan pituussuunnassa nikamaa pitkin kahdeksi puolikkaaksi (sivuiksi) käyttämällä moottorikäyttöistä vannesahaa tai edestakaisin liikkuvaa halkaisua. Halkeaman on seurattava tarkasti selkärangan keskustaa symmetristen sivujen muodostamiseksi ja selkäytimen poistamisen helpottamiseksi – pakollinen vaihe monissa maissa osana naudan spongiformisen enkefalopatian (BSE) määritellyn riskiaineksen (SRM) valvontaa. Selkäydin sekä kallo, selkäranka ja muut iäkkäiden eläinten kudokset luokitellaan SRM:ksi, ja ne on poistettava ja hävitettävä tiukan valvonnan alaisena BSE-riskialueilla.
Post Mortem -tarkastus, leikkaus ja pesu
Ruhojen puolikkaat etenevät post mortem -tarkastusasemalle, jossa valtion valtuuttama eläinlääkäri tai lihantarkastaja tutkii ruhon, elimet ja pään mahdollisten taudin, patologian tai kontaminaatioiden varalta. Läpäistyt ruhot voidaan sitten leikata näkyvän kontaminaation, mustelmien tai SRM-materiaalin poistamiseksi, minkä jälkeen suoritetaan lopullinen korkeapainevesipesu luupölyn, pintabakteerien ja mahdollisen jäljellä olevan kontaminaation poistamiseksi. Jotkin laitokset käyttävät tässä vaiheessa myös antimikrobisia interventioita, kuten orgaanisia happosumutteita (maitohappoa tai etikkahappoa) pintabakteerikuormituksen vähentämiseksi ja säilyvyyden pidentämiseksi – käytäntö, joka on tavallinen Yhdysvalloissa, mutta jota säännellään eri tavalla EU:ssa.
Punnitus, luokittelu ja jäähdytys
Tarkastetut ja pestyt ruhon puolikkaat punnitaan linjassa kiskovaa'alla, ja ne voidaan luokitella laatu- ja tuottoluokituksen mukaan (USDA Prime/Choice/Select Yhdysvalloissa tai EU-luokitusjärjestelmä Euroopassa). Ruhot siirretään sitten jäähdytyshuoneisiin, joissa ne jäähdytetään sisälämpötilaan, joka on alle 7 °C (45 °F) määritellyn ajan kuluessa – tyypillisesti 24–36 tunnin kuluessa suurien naudanruhojen tapauksessa. Nopea ja tasainen jäähdytys on elintärkeää elintarviketurvallisuuden, arkuuskehityksen ja säilyvyyden kannalta. Suorituskykyisissä laitoksissa käytetään puhallusjäähdytystunneleita ja huolellisesti kontrolloituja ilmavirtauskuvioita vaatimustenmukaisten jäähdytysnopeuksien saavuttamiseksi.
Nautateurastuslinjan ydinlaitteet
Täydellinen naudanlihan käsittelylinja sisältää laajan valikoiman erikoislaitteita. Jokaisen laitteen laatu, suunnittelu ja huolto vaikuttavat suoraan läpimenoon, hygieniaan, työntekijöiden turvallisuuteen ja ruhon laatuun. Tässä on erittely tärkeimmistä varusteluokista:
| Laitteet | Toiminto | Keskeinen arvioitava ominaisuus |
| Upea Box | Pysäyttää eläintä hämmästyttäväksi | Eläinten hyvinvoinnin suunnittelu, helppo puhdistaa |
| Vankeudessa oleva Bolt Stunner | Tekee eläimen tajuttomaksi | Tunkeutumissyvyys, huoltovarmuus |
| Nosto- ja siirtojärjestelmä | Nostaa ruhon ilmauskiskoon | Nostokyky, nopeus, turvaominaisuudet |
| Yläratajärjestelmä | Siirtää ruhon kaikkien asemien läpi | Kiskon ulottuma, kuormitus, korroosionkestävyys |
| Ilmanpoistokaappi / kouru | Kerää verta verenvuodon aikana | Veren talteenoton tehokkuus, tyhjennyssuunnittelu |
| Piilota vedin | Poistaa mekaanisesti peiton | Vetovoima, ruhon saastumisen valvonta |
| Sisäelinten poistaminen Platform | Korkeussäädettävä työtaso elinten poistoon | Ergonomia, hygienia, säätöalue |
| Viscera tarkastusvaunu | Pitää elimiä ruhon vieressä tarkastusta varten | Henkilöllisyyden seuranta, helppo desinfiointi |
| Rungon halkaisu Saha | Halkaisee ruhon selkärankaa pitkin | Terätyyppi, leikkaustarkkuus, SRM-ohjaus |
| Korkeapaineinen rungon pesukone | Viimeinen pinnan dekontaminointipesu | Vedenpaine, peitto, veden kierrätys |
| In-Line Rail Scale | Punnitsee ruhon puolikkaat automaattisesti | Tarkkuus, tietojen integrointi laitoksen hallintajärjestelmään |
| Veitsen sterilointiyksiköt | Desinfioi veitset leikkausten välillä | Veden lämpötila (vähintään 82°C), virtausnopeus |
Hygienian ja elintarviketurvallisuuden suunnitteluperiaatteet
Hygienia on tärkein yksittäinen suunnittelukriteeri nautojen teurastuslinjalla. Jokaisessa rakenne-, laitteisto- ja työnkulkupäätöksessä on asetettava etusijalle ruhojen mikrobiologisen saastumisen estäminen ja tehokkaan puhdistuksen ja desinfioinnin helpottaminen. Seuraavat periaatteet ovat hygieenisen teurastuslinjan suunnittelun perusta:
- Puhtaan/likaisen virtauksen erotus: Linja on suunniteltava fyysisesti siten, että puhdas ruhopuoli ei koskaan risteä likaisten alueiden, kuten vuodanpoistoalueen, mahalaukun ja suoliston käsittelyalueiden tai jätteiden hävitysreittien kanssa. Hyvin suunnitellussa laitoksessa ilmavirta, henkilöstön liike ja materiaalivirta noudattavat tiukkaa puhtaasta likaa -suuntaa.
- Ruostumattomasta teräksestä valmistettu rakenne: Kaikki pinnat, laitekehykset, kiskot, alustat ja kuljettimet, jotka voivat koskettaa ruhoja tai altistua verelle, vedelle tai höyrylle, on valmistettava elintarvikelaatuisesta ruostumattomasta teräksestä (tyypillisesti 304 tai 316). Ruostumaton teräs kestää korroosiota, sietää kemiallisia desinfiointiaineita, eikä sillä ole pintahuokoisuutta bakteerien leviämiselle.
- Veitsien hygieniaasemat: Useita veitsien sterilointiyksiköitä – jotka sisältävät vähintään 82 °C:ssa (180 °F) pidettyä vettä – on sijoitettava koko linjalle, jotta käyttäjät voivat steriloida veitsinsä jokaisen ruhon välissä. Tämä on lakisääteinen vaatimus useimmilla lainkäyttöalueilla ja ensisijainen valvonta eläinten välisen ristikontaminaation estämiseksi.
- Nollarunko-lattiakontaktikäytäntö: Kun runko on nostettu kattokiskoon, se ei saa enää koskaan koskettaa lattiaa, seiniä tai mitään desinfioimatonta pintaa. Kiskojen korkeus, alustan suunnittelu ja laitteiden sijoitus on suunniteltava takaamaan tämä kaikissa käsittelyvaiheissa.
- Viemäröinti ja vesihuolto: Lattioiden tulee olla kalteva (vähintään 2 %) viemärikanavia kohti, ja niissä on oltava riittävä tyhjennyskapasiteetti, jotta se pystyy käsittelemään veden huippuvirran käytön ja puhdistuksen aikana. Viemäröintijärjestelmien tulee estää veden valuminen likaisista puhtaille vyöhykkeille.
- Ante mortem ja post mortem -tarkastuksen integrointi: Linjajärjestelyn on tarjottava tarkoitukseen varatut, hyvin valaistut tarkastusasemat, joihin virkaeläinlääkärillä on riittävästi pääsyä ruhojen, pään ja sisäelinten järjestelmälliseen tutkimiseen ilman, että linjan virtaus katkeaa.
Suorituskyky ja linjanopeuden suunnittelu
Nautateurastuslinjan kapasiteetin ja nopeuden saaminen oikeaan on yksi merkittävimmistä suunnittelupäätöksistä tehdassuunnittelussa. Liian hidas linja jättää kapasiteetin ja kannattavuuden pöydälle; liian nopea aiheuttaa elintarviketurvallisuusriskejä, eläinten hyvinvoinnin loukkauksia ja työntekijöiden vammoja. Näin voit ajatella kapasiteetin suunnittelua:
Tavoitteen suorituskyvyn määrittäminen
Aloita realistisista päivittäisistä ja vuosittaisista lopettamistavoitteistasi ottaen huomioon suunnitellut työajat, työvuorot ja kausivaihtelut karjatarjonnassa. Suurin osa teurastamolinjoista toimii yhdessä tai kahdessa vuorossa 8-10 tuntia päivässä. Ota huomioon suunnitellut puhdistuksen ja desinfioinnin seisokit – tyypillisesti 1–2 tuntia vuoroa kohden – nettotuotantoaikaa laskettaessa. Keskikokoisen teurastamon yleinen vertailuarvo on 50–100 eläintä tunnissa; suuret teollisuuslaitokset toimivat 200-400 henkilön tunnissa.
Pullonkaula-analyysi
Jokaisella teurastuslinjalla on pullonkaula – yksittäinen asema tai toiminto, joka rajoittaa koko linjan maksiminopeutta. Sisäelinten poistaminen ja halkaisu ovat yleensä nopeutta rajoittavia vaiheita. Kun suunnittelet uutta linjaa tai päivität olemassa olevaa, tunnista pullonkaulatoiminta ja suunnittele sen ympärille. Automaatioiden lisääminen pullonkaulaan, kuten automaattinen rintasahaus tai robotti sisäelinten poistojärjestelmä, voi lisätä merkittävästi suorituskykyä ilman, että työvoima lisääntyy.
Työvoimavaatimukset suorituskyvyn mukaan
Työvoimavaatimukset skaalautuvat suorituskyvyllä, mutta ei lineaarisesti – automaatio voi vähentää tiettyjen tehtävien työvoimaintensiteettiä. Karkeana ohjeena tavanomaisella miehitetyllä naudanlihan teurastuslinjalla:
- 20-50 hlöä/tunti: Noin 15–30 teurastuslattiatyöntekijää sekä valvonta-, tarkastus- ja huoltohenkilöstöä.
- 50-100 hlöä/tunti: Noin 30–60 teurastuslattiatyöntekijää tehtäviin erikoistuneempina jokaisella asemalla.
- 100-200 henkilöä/tunti: 60–120 työntekijää, joilla on korkea tehtävien erikoistuminen, ergonominen työpistesuunnittelu ja tyypillisesti joitain automatisoituja apuvälineitä nahkaa vetämiseen, rintakehän leikkaamiseen ja ruhon pesuun.
- 200 hlöä/tunti: Tämän mittakaavan suuret teollisuuslaitokset investoivat voimakkaasti robotti- ja automatisoituihin järjestelmiin hallitakseen työvoimakustannuksia, johdonmukaisuutta ja ergonomisia loukkaantumisriskiä.
Tärkeimmät arvioitavat tekijät nautojen teurastuslinjaa ostettaessa
Nautateurastuslinjaan sijoittaminen on suuri pääomapäätös. Olitpa ostamassa kokonaista avaimet käteen -järjestelmää tai yksittäisiä laitekomponentteja, nämä ovat kriittisiä tekijöitä, jotka on arvioitava ennen sitoutumista:
- Paikallisten määräysten noudattaminen: Varmista, että laitteet ja linjan suunnittelu ovat täysin maasi elintarviketurvallisuus-, eläinten hyvinvointi- ja ympäristömääräysten mukaisia. Pyydä toimittajaa toimittamaan referenssejä lainkäyttöalueellasi olevista toimintalaitoksista ja vahvistamaan, että kansallinen elintarviketurvallisuusviranomainen hyväksyy heidän laitteet.
- Toimittajakokemus ja referenssit: Valitse toimittajat, joilla on dokumentoitu kokemus nautaeläinten teurastuslinjojen suunnittelusta ja käyttöönotosta, joiden kapasiteetti ja kokoonpano ovat samat kuin sinun. Pyydä käyntejä toimiviin referenssitehtaisiin ja keskustele suoraan laitosjohtajien kanssa luotettavuudesta, myynnin jälkeisestä tuesta ja varaosien saatavuudesta.
- Materiaalien laatu ja rakennusstandardit: Vaadi täyttä ruostumattomasta teräksestä valmistettua rakennetta kaikille tuotetta koskeville pinnoille ja märkätilojen rakenteille. Pyydä materiaalitodistukset ja hitsauksen laatuasiakirjat. Halvat, kevyestä teräksestä valmistetut tai huonolaatuiset linjat syöpyvät nopeasti ja aiheuttavat jatkuvia hygieniaongelmia.
- Automaatiotaso ja tulevaisuuden skaalautuvuus: Harkitse nykyisten suoritustehotarpeiden lisäksi myös viiden vuoden kasvusuunnitelmaasi. Valitse linjakokoonpano, jota voidaan skaalata – lisäasemien, automaatiopäivitysten tai linjan nopeuden lisäämisen avulla – ilman täydellistä uudelleenrakennusta.
- Varaosien saatavuus ja paikallinen huoltotuki: Teurastamon laitteiden seisokit ovat erittäin kalliita. Varmista, että tärkeitä varaosia on varastossa paikallisesti tai saatavilla pikatoimitukseen ja että toimittajalla on päteviä huoltotekniikkoja, jotka voivat reagoida 24–48 tunnin kuluessa laitevioista.
- Omistuskustannukset yhteensä: Arvioi linjan koko elinkaaren kustannukset – ei vain ostohintaa. Tekijä energiankulutuksessa, vedenkäytössä, puhdistuskemikaalien kustannuksissa, huoltotyössä, varaosissa ja laitteiden odotetussa tuottavassa käyttöiässä. Laadukkaampi linja, joka maksaa 30 % enemmän etukäteen, mutta kestää 25 vuotta minimaalisella seisokkiajalla, tuottaa lähes aina paremman tuoton kuin toistuvia korjauksia ja varhaista vaihtoa vaativa budjettilinja.
- Koulutus- ja käyttöönottotuki: Täydellisen avaimet käteen -toimittajan tulee tarjota paikan päällä asennusvalvonta, käyttöönotto ja perusteellinen koulutus käyttö- ja huoltohenkilöstöllesi. Riittämätön koulutus on yksi yleisimmistä syistä, miksi uudet teurastuslinjat eivät toimi suunnitteluvaatimuksiaan nähden alkuvuosina.










